影响锉配精度的因素
影响锉配精度的因素主要有尺寸误差和形位误差。下面通过直方形锉配图例来说明各影响因素。
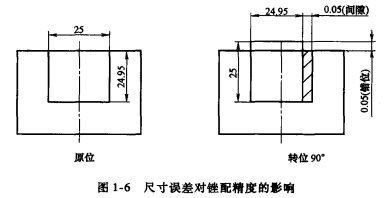
(1)尺寸误差。如图1-6所示,若四方体的一组尺寸加工至25mm,另一组尺寸加工至24.95mm,锉配在一个位置可得到零间隙。但在转位90°后,则出现一组尺寸存在0.05mm间隙,另一组尺寸出现错位量误差,作修整配入后,配合面间隙会扩大,其值为0.05mm。
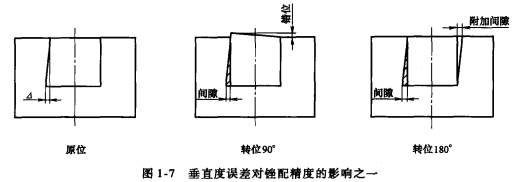
(2)垂直度误差。如图1-7所示,当四方体的一面有垂直度误差,并在一个位置锉配后得到零间隙,但转位90°后,会产生错位和间隙,转位180°作配入修整后,会产生附加间隙Δ,将使内四方成平行四边形。
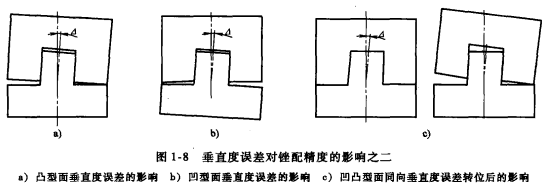
由于凹、凸件各面的加工是以外形为测量基准,因此外形垂直度要控制在最小范围内。同时,为保证配合互换精度,凹、凸件各型面间也要控制好垂直度误差,包括与大平面的垂直度,否则,互换配合后就会出现很大的间隙,如图1-8所示。
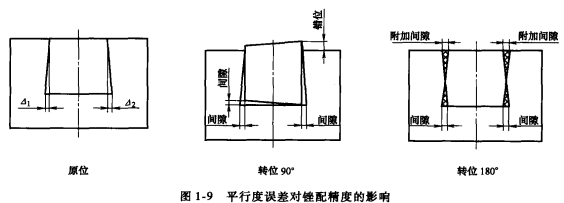
(3)平行度误差。如图1-9所示,当四方体有平行度误差时,若在一个位置锉配后可得到零间隙,但在转位90°或180°作配入修整后,会使内四方体小尺寸处产生间隙Δ1和Δ2。
(4)平面度误差对锉配精度的影响。当出现平面度误差后,将会出现局部间隙,从而影响配合精度。